
The raw materials for fused zirconia corundum blocks (fused cast AZS blocks) are melted and refined in an electric arc furnace to reach a certain casting standard, and then the process of pouring these mixtures into the mold is called casting. Although this process is very fast, each step of the operation will directly affect the final product quality. Casting is a very complex process; the following is a detailed analysis of the casting process of fused cast AZS blocks.
2. Characteristics of the casting process
4. The relationship between casting and porosity in casting
5. Defects in the casting process and preventive measures
1.1 Regular casting method (PT)
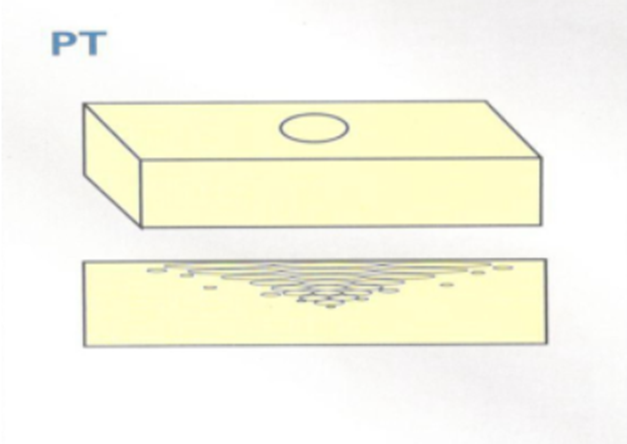
Regular casting method is to use a common casting head for casting. During the casting process, when the molten liquid condenses in the sand mold, a volume contraction of 12% to 15% occurs, resulting in the formation of shrinkage holes. Due to the use of common casting head casting, there is a part of the first solidification, the crystallization is relatively fine, the area accounts for 40% -50% of the thickness of the casting. And after curing part of the crystallization is relatively coarse. This method of casting out of the fused cast AZS block will have a large shrinkage holes, and the location of the shrinkage holes are usually with the block surface casting holes on the location of the basic alignment. Fused cast AZS blocks in this way are relatively inexpensive and are mostly used in the superstructure of glass furnaces, working ends, feeder channels and other parts.
1.2 Tilt casting method(QX)
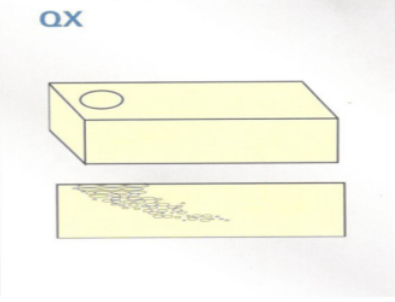
The tilt casting method involves placing the mold at an angle before casting and placing the casting head at the upper end of the mold for casting. The main advantage of this method is that the shrinkage holes (holes formed by the shrinkage of the material during the casting process) are coalesced at one end of the product, usually near the bottom of the brick, resulting in a denser casting over most of the mold, especially in the lower part of the angle. Tilt casting also allows for greater accuracy in the T-direction using common molds, resulting in fused cast AZS blocks that perform better in applications such as side walls.
1.3 Void free casting method(WS)
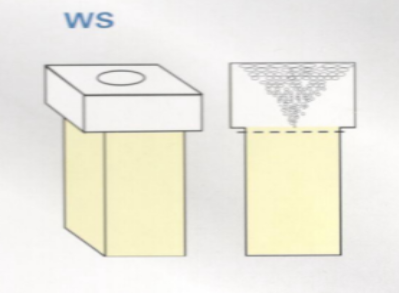
Void free casting method is to concentrate shrinkage holes in a certain area and remove them with a diamond saw after annealing. The remaining useful part of the composition is uniform, dense organization, and its average bulk density is close to the theoretical density; the other is the cut casting leg method: from the reduction of the cutting area, the casting will be poured into the “L” type, so that the majority of shrinkage holes are concentrated in the “L” smaller “Leg”. This “leg” volume accounts for 60% of the total volume of the casting. The whole casting in the annealing has been buried in the insulation material, and keep tilted in order to promote shrinkage to the “leg” concentration. The Void free casting method significantly improves the density and strength of the fused cast AZS blocks and reduces the number of defects and damages caused by shrinkage during the use of the blocks. At the same time, this casting method improves the scour and corrosion resistance of the fused cast AZS block and extends the lifetime of the glass furnace.
However, this casting method can only be used in individual cases, as diamond cuttings with saws are very expensive, so in order to control costs, most glass furnace manufacturers rarely use this cutting method.
1.4 End casting method(ZWS)
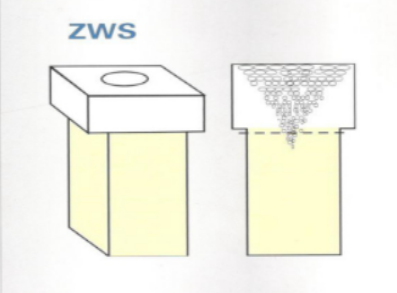
End casting method is a process method between regular casting and Void free casting, which aims to minimize shrinkage in fused cast AZS blocks while maintaining high production efficiency. End casting minimizes the number and volume of shrinkage holes by optimizing the casting process and mold design so that the shrinkage holes are mainly concentrated in specific areas of the fused cast AZS block. This makes it easier to remove these shrinkage holes during subsequent processing, resulting in denser fused cast AZS blocks that can be used for side wall blocks in glass furnaces.
2. Characteristics of the casting process
The casting process has a great influence on the quality of fused cast AZS blocks, which not only affects the integrity of the shape of fused cast AZS blocks, but also directly affects the quality of the inside of fused cast AZS blocks. The casting process is characterized as follows:
2.1 Precise casting process
After the molten liquid reaches the casting standard, it will be poured directly into the specially designed product mold. The temperature of the molten liquid is very high at the time of pouring, and there is a large temperature difference between the molten liquid and the casting mold. Therefore, during the pouring process, the molten liquid is continuously cooled down and the temperature is lowered, while the casting mold is heated. Casting material composition decomposition gasification, molten liquid and casting mold between the intense heat exchange process and chemical reaction process. So that the casting cavity air pressure increases, serious cases will appear up, will cause the casting has a porosity layer or underpouring and other defects. Therefore, the casting operation must be precise and accurate to ensure that the molten liquid can smoothly fill the mold and form good castings.
2.2 High melting temperature
The casting temperature of Fused cast AZS block is usually around 1800 degrees Celsius, which is to ensure that the raw materials can be fully melted and achieve a uniform chemical composition. The high temperature melting process requires strict control of the melt temperature. Too low a temperature will result in an uneven or porous melt, while too high a temperature will cause cracks and large shrinkage cavities.
2.3 Good thermal shock strength
Fused zirconia corundum block (fused cast AZS block) in the casting of the thermal shock can make the temperature difference between the inner wall and outer wall of the sand type is very large, but the sand type is more stable under the heating conditions. Because the refractoriness of the sand type is not less than 1690 degrees, and the coefficient of linear expansion between 20-450 degrees is about 0.03mm/degree, so the sand type can withstand high-temperature melt stream static pressure without cracking.
2.4 The surface of fused cast AZS block will not produce chemical sand sticking
The process of filling the sand mold with molten liquid is similar to filling a porous container, because the wall of the sand mold has a certain degree of permeability. The gas precipitated from the fused cast AZS block can penetrate through the gaps in the silica sand particles of the mold wall. If the pressure in the cavity is lower than the gas pressure in the wall, the melt will suck in the outside gas and cause porosity defects. If the pressure in the cavity is higher than the gas pressure in the wall, the melt will be pressed into the pores of the wall and cause severe sand sticking.
2.5 Slowing down the cooling rate
The length of the casting time affects the thermal stresses generated in the casting during the cooling process. A short casting time may lead to large thermal stresses in the casting during rapid cooling, increasing the risk of cracking and deformation of fused cast AZS blocks. A long casting time will help to slow down the cooling rate, reduce the generation of thermal stresses, and improve the crack resistance and dimensional stability of the fused cast AZS block.

The casting process includes casting temperature, casting speed, casting time and re-casting.
3.1 Casting Temperature
The pouring temperature is the temperature of the molten liquid in the glass furnace when it is poured into the casting mold, usually with an optical high-temperature meter to measure the temperature of the flow strand near the furnace nozzle. The casting temperature can be as high as 1820-1840 degrees Celsius when the fused cast AZS block is intensively molten. The melt viscosity depends on the chemical composition of the melt and the temperature, while the components of the melt is determined by the formula, and thus the temperature plays an important role. The higher the temperature of the melt, the lower its viscosity, and thus the better the fluidity and the stronger the filling capacity. But not the higher the casting temperature the better, if the casting temperature is too high, so that the temperature difference between the casting and the model is reduced, the solidification zone from the surface to the inside of the width increases, solidification shrinkage speed up. In the contraction stress increases at the same time, the initial grain coarsening, composition segregation, in the casting of the core part of the final solidification is very easy to produce thermal cracking. Therefore, according to the size and shape of the casting should be prescribed a casting temperature upper limit, to prevent cracking, but also to provide a lower limit to prevent insufficient filling capacity.
3.2 Pouring speed
►Pouring speed is too fast:The flow strand is coarse, the flow rate is fast, the impact force on the casting mold is large, a part of the casting mold is broken or melted, so that the part of the casting produces protrusion. In addition, when the melt is poured into the mold quickly, part of the gas is brought into the mold and rises rapidly to the top of the model. At this point, the melt in contact with the roof has formed a thin shell, under which it is filled with gas, forming a so-called empty shell. At the same time, the gas brought in also tends to form bubbles in the mold. In addition to the gas, the high speed of pouring into the flow strand may also bring the raw material in the furnace nozzle area into the melt, forming inclusions in the melt.
►Pouring speed is too slowly: Defects such as loose edges, knots, sand inclusions and underpouring can occur. When the pouring speed is slow and the flow strand is very thin, the melt that is poured into the model first solidifies into a small ball that fills to the edges, causing edge porosity. If the melt poured in first has solidified into a thin shell, it shrinks inwards. Surface scars can form if the melt that was poured in later enters the gap between the thin shell and the model.
At the same time, if the flow strand is too thin, the melt has already solidified before it reaches the edges. Moreover, due to the long casting time, the baking time of the mold cover is too long, and the mold cover is easy to peel off and fall into the melt, resulting in sand entrapment.
Therefore, in the early stage of casting, a faster casting speed can be used to ensure that the melt quickly fills most areas of the cavity. As the melt approaches the cavity, the casting speed should be gradually reduced to avoid problems such as impact and gas carry-over. In the casting process should pay close attention to the casting quality changes, timely adjustment of the casting speed and process parameters to ensure the quality of castings.

3.3 Pouring time
►Short pouring times: If the pouring process is very rapid and the melt is injected into the mold in a short period of time, the temperature gradient inside the casting may be relatively large. This is due to the short flow and distribution time of the melt in the mold, resulting in some areas that may not have fully reached thermal equilibrium. In this case, localized areas of overheating or overcooling may occur inside the casting, affecting the uniformity and quality of the final product.
►Longer casting times: In contrast, if the casting process is relatively long, the melt has more time to flow and distribute itself in the mold, thus contributing to a more uniform temperature distribution. The melt is able to more fully contact the mold walls and dissipate heat, reducing internal temperature gradients and improving casting uniformity.
3.4 Re-casting
After the casting is completed and the shrinkage cavity appears after a period of shrinkage, the molten metal is refilled in the shrinkage cavity. This operation process is called re-casting. Usually, small fused cast AZS blocks solidify very quickly and cannot be re-casting. Medium-sized fused cast AZS blocks can be re-casting with a shorter interval. Only large fused cast AZS blocks have a longer re-casting time. Re-casting is one of the effective means to reduce the shrinkage cavity of the casting and increase the bulk density. It is actually equivalent to expanding the volume of the casting head. The key to the operation is to control the most suitable time for re-casting. Achieving continuous multiple refilling is an important method to increase the bulk density of the product.
4 Relationship between casting and pores in casting
It is normal for ordinary fused cast AZS refractory blocks to have shrinkage cavities and shrinkage porosity, but it is often found that there are many pores. Obviously, the presence of any pore will directly reduce the quality of the casting.
Porosity has many effects on the quality of fused cast AZS blocks:
►Destroy the continuity of the internal structure of the fused cast AZS block, resulting in a decrease in overall strength.
►Reduce the effective bearing area of the fused cast AZS block, affecting the stability and durability of the fused cast AZS block in practical applications.
►Stress concentration is easily caused near the pores, causing the fused cast AZS block to break and be damaged easily when subjected to external forces.
►Reduce the airtightness of the fused cast AZS block, affecting the use effect.

There are two types of pores in castings. One is microscopic pores, which can only be seen under a microscope when thin slices are made; the other is macroscopic pores, which are what we often call pores and can be observed with the eyes. They almost all come from four aspects: furnace charge, melting process, mold material, and casting process.
The effect of casting and pouring on porosity is discussed below:
4.1 Pores caused by mold materials
There are two common types of pores on the edge of the casting that contacts the mold:
4.1.1 Subcutaneous honeycomb pores
The dense subcutaneous honeycomb pores perpendicular to the mold wall are caused by the moisture on the working surface of the sand mold. Water is a gas-generating substance. When a unit volume of water is heated to 1000 degrees, it turns into water vapor, and the volume increases by 1700 times when the pressure remains unchanged. If heated to the casting temperature, it may reach nearly 10,000 times. Therefore, the water on the surface of the sand mold suddenly generates so much gas that it will form a high pressure, causing the gas to invade the solidifying edge melt and extend in the direction of less resistance, thus becoming a long strip shape. Therefore, it is forbidden to use a wet mold during casting operations.
4.1.2 Subcutaneous circular pores
Most of them are single circular bubbles within 10 mm from the edge. This is because the sand mold adhesive decomposes and produces a large amount of gas when it comes into contact with the melt. Some of the gas escapes from the gaps in the sand mold, and some of the gas invades the melt due to the instantaneous poor cavity venting and pressure. Therefore, it is very important to pay attention to cavity venting during casting. Of course, it is more important to improve the air permeability of the sand mold (for example, use round sand particles to clean the dust in the sand, the air permeability of the back side should be greater than that of the working surface, etc.), which means that it is more important to expand from the inside to the outside.

4.2 Porosity caused by casting operations
There are three types of such pores: empty shell on the casting mouth surface, foam layer and internal pinholes.
4.2.1 Empty shell on the casting mouth surface
During rapid casting, the cavity is not vented smoothly, so air pockets are formed at the dead corners of the top surface of the brick. After solidification, it becomes a large-area air pocket layer with only a thin shell, which is called an empty shell in scrap analysis. In order to prevent the formation of empty shells, in addition to the time limit, the casting operation also specifically requires that the casting stream should be coarse first and then fine, fast first and then slow. However, when it is close to filling the mold, it must be appropriately faster, otherwise the upper corners will be insufficiently poured, and the mold cover must be pressed down by heavy objects or manpower to avoid being pushed open by the static pressure formed by the melt.
4.2.2 Foam layer
The heat preservation material and other debris that fall into the mold react with the first section of molten liquid that falls into the mold cavity to form a rigid bubble layer, which floats on the liquid surface and floats to the top surface of the mold cavity. After solidification, it forms a bubble layer on the casting surface. Therefore, the mold cavity must be checked and kept clean before casting.

4.2.3 Pinholes
Pinholes often occur in the first block cast. This is because the furnace nozzle area is not cleaned up, mixed with raw materials or graphite furnace nozzle oxide exposed powder, etc., which react rapidly with the molten liquid and are poured into the mold. Due to the high viscosity of the molten liquid, these bubbles cannot float up and remain irregularly in the molten liquid. Therefore, it is also important to keep the molten liquid channel clean during casting. The most common pores caused by other conditions are damp charge and insufficient melting temperature, which make the casting become a shrinkage cavity dispersion type or bread type.
In addition, there are operations that are not noticed by people, such as:
►The electrodes are moved in series before casting, causing a large amount of graphite powder to fall into the furnace, resulting in pores in the casting and not dense
► Casting with electricity, when the electrodes continue to react with the molten liquid, the molten liquid is not dense, and obviously the casting will not be dense
► Casting with raw materials, especially casting with raw materials in the front area of the furnace mouth, the raw materials enter the casting, in addition to destroying the petrographic structure, also produces pores.
5 Defects in the casting process and preventive measures
5.1 Defects in the casting process
5.1.1 Shrinkage of castings
The defects such as shrinkage cavities, shrinkage, internal stress, cracks, deformation, etc. in castings are all related to the shrinkage that occurs when the molten liquid solidifies. The shrinkage of castings can be divided into three stages: liquid shrinkage, solidification shrinkage, and solid shrinkage. For fixed-composition fused cast AZS blocks, the liquidus temperature is a constant, so the higher the casting temperature, the greater the liquid volume shrinkage. Solidification shrinkage is manifested as a continued drop in the liquid level in the cavity, so solidification shrinkage plus liquid shrinkage is the basic reason for shrinkage cavities in castings. From this specific gravity difference, it is known that the volume shrinkage of this part of the fused cast AZS block can reach 12%-15%.
5.1.2 Formation of shrinkage cavities in castings and their influencing factors
Formation of shrinkage cavities: When the molten liquid solidifies layer by layer from the mold wall in the casting, if the molten liquid is reduced due to liquid shrinkage and solid shrinkage and cannot be replenished, concentrated shrinkage cavities will appear at the last solidified part of the casting.
When the edge temperature of the casting drops below the solidus temperature, the surface of the casting is transformed into a hard shell, forming a sealed container containing the solution. When further cooled, the molten liquid in the shell shrinks in liquid state due to the continued decrease in temperature, and solidifies due to the thickening of the hard shell. The shrinkage of these two cannot be supplemented, which lowers the liquid level. In addition, the solid shell also shrinks in solid state due to the decrease in temperature, which reduces the size of the casting. Since the liquid shrinkage and solidification shrinkage of the fused cast AZS block melt greatly exceed the solid shrinkage of the shell, under the action of gravity, the page will separate from the top surface of the shell, resulting in shrinkage holes. As solidification continues, the hard shell continues to thicken, and the liquid level will continue to drop. After the molten liquid is completely solidified, a shrinkage hole will form in the core part below the casting mouth.
If the amount of gas in the solution in the hard shell is small, then when the liquid surface and the top surface of the shell are separated, the shrinkage cavity forms a vacuum, and the thin shell on the upper surface may sink in the direction of the shrinkage cavity under the action of atmospheric pressure. At this time, the shrinkage cavity should include two parts: the shrinkage cavity outside and the shrinkage cavity inside.
Factors affecting the shrinkage cavity volume include:
- The larger the shrinkage of the melt itself, the larger the shrinkage cavity volume;
- The larger the solidification shrinkage of the melt itself, the larger the shrinkage cavity volume;
- The larger the solidification shrinkage of the melt itself, the smaller the shrinkage cavity volume;
- The slower the casting speed, the smaller the shrinkage cavity volume;
- The greater the chilling ability of the mold, the smaller the shrinkage cavity volume.

5.2 Formation of shrinkage in castings and its influencing factors
Shrinkage refers to the scattered small cavities or dense coarse crystals, or coarse crystal groups below the shrinkage cavity of the casting. Anything visible to the naked eye is called shrinkage. The formation of shrinkage is mainly related to the composition of the melt, the characteristics of crystallization and solidification, and the solidification sequence of the casting. When the crystallinity of the casting is very strong, coarse crystals grow freely at the shrinkage cavity that solidifies last. The fused cast AZS block part is often a coarse columnar corundum crystal with hexagonal zircon crystals on the crystal surface. When the periphery of the slender casting solidifies and it is difficult to compensate for the shrinkage of the melt, axial shrinkage occurs in its lower part.
5.3. Basic methods to reduce shrinkage and shrinkage cavities in castings
Develop a reasonable casting process to effectively control the solidification process, establish good shrinkage compensation conditions, and transform shrinkage into concentrated shrinkage cavities as much as possible, so that it moves to the place where the casting solidifies last. In this way, a casting head can be added on it, so that the shrinkage cavities will eventually move into the casting head, thereby obtaining a dense product.
The solidification process is divided into two modes: sequential solidification and layer-by-layer solidification:
The so-called controlled solidification process is to artificially establish a gradually increasing temperature gradient from the end area of the casting far away from the casting head to the casting head, so that the end area solidifies first, and then solidifies in sequence toward the casting head, that is, to achieve sequential solidification, so as to achieve the purpose of melt shrinkage and introduce shrinkage cavities into the casting head. Sequential solidification is prone to large temperature differences in different parts of the casting, which makes the casting prone to defects such as cracks and residual stress.
5.4 Casting head
5.4.1 Function of Casting head and Its Shrinkage Compensation Principle
The additional part of the non-casting body that compensates for the solidification shrinkage of the casting is called a casting head. The casting head has the functions of reducing shrinkage holes and exhausting air, and serving as an observation hole. The size, shape, and number of the casting head must ensure that it is the slowest solidifying part and has sufficient volume to accommodate enough molten metal to compensate for the volume shrinkage of the casting during the solidification process.
The basic principle of casting head shrinkage:
There must be a temperature gradient toward the casting head during solidification of the casting, and when the casting head and end zones of the casting are connected to each other, a dense casting without shrinkage can be obtained. On the contrary, between the casting head area and the end area, separated by an intermediate area without temperature gradient, the intermediate area will appear axial shrinkage.
5.4.2 Design of casting heads
The casting heads are designed in terms of shape, size and number, and disposition.
Casting head shape
According to the casting head feeding principle, the casting head must be the slowest solidifying part. Therefore, when designing the casting head, the first requirement is that it has a low heat dissipation rate. Its shape should have the smallest surface area under the same volume, so that the heat dissipation is slow. Calculations show that the surface area of a sphere is the smallest, followed by a cylinder, a cube, and so on. The casting head design also needs to consider the difficulty of production in actual production, so spherical casting heads are not used in fused cast AZS block production.
Casting head size
Mainly refers to its diameter and height. Due to the complex shape and different sizes of castings, the required casting heads cannot be the same. Therefore, a shrinkage compensation modulus is introduced, that is, the ratio of the casting head volume to the casting volume, and the size of the casting head is selected with the goal of controlling the unit weight of the casting. Large-volume casting heads are effective in increasing the bulk density of castings. Large-volume casting heads are divided into a large casting head or two medium casting heads, or a casting head is replaced with another one after one casting head is used up.
Regarding the height of the casting head, it is generally believed that the higher the casting head, the greater the static pressure of the liquid, and the more obvious the shrinkage compensation effect. In fact, if the casting head is too high, it will not be able to withstand the static pressure of the melt and will bulge outward, and at the same time, there will be cracks at the bottom of the casting after annealing. Therefore, it is not advisable to unilaterally increase the casting head height without improving other process conditions. According to the rule that shrinkage cavities and shrinkage porosity of fused cast AZS block occupy half of the casting height, it is believed that the design principle of the casting head height should be consistent with the height of the casting, that is, the ratio of the two is 1:1.
Number of casting heads and treatment methods
Generally, one casting head is used for one casting. In ordinary casting, two casting heads are used for castings longer than 700 mm. There are two methods for treating casting heads: cold cutting and hot scraping. Cold cutting casting head: When the casting head is annealed together with the casting, the casting head must be scraped with a diamond saw blade. Hot scraping casting head: After the casting is finished, wait for the casting head shrinkage to end and remove the casting head immediately, cover the casting mouth with a sand plate, and then anneal. The time control of hot scraping casting head is very important. If it is too early, the casting head effect will be reduced, the molten metal will overflow, and the casting mouth will bulge and increase the amount of cold processing: on the contrary, if it is too late, the casting is prone to internal cracks. Therefore, according to the size of the brick mold and the size of the casting head, this period of time is generally controlled to 12-40 minutes, keeping the casting mouth surface slightly lower than the surface of the casting and smooth and beautiful.

In conclusion, the casting process of fused cast AZS blocks is a key part of its manufacturing process, which has an important impact on casting quality, product performance and service life. Therefore, in the casting process need to strictly control the process parameters to ensure that the casting quality to meet the requirements.
Henan SNR Refractory Co., Ltd (SNR) is professional in producing high-quality Fused Cast AZS Blocks for glass furnaces. If you have any needs, please contact me!
Email:zoe@snrefractory.com
Web:www.snr-azs.com 
 info@snr-azs.com
info@snr-azs.com +86-18203976036
+86-18203976036 