
From the beginning, a common problem that has plagued operators of glass furnaces in the glass manufacturing industry is the short service life of glass furnaces. In order to extend the service life of glass furnaces, a lot of research and development work has been carried out. In order for the glass furnace to have a long service life, it needs to have good furnace design and continuously draw on the experience and lessons of previous furnaces in terms of refractory material matching and refractory material selection.
Moreover, after years of research and development of refractory materials, the internal quality and appearance quality have also been greatly improved. With the continuous improvement of the quality of refractory materials, the selection and reasonable matching of refractory materials have an increasing impact on the service life of the glass furnace. The author wants to illustrate the importance of refractory material selection and matching through the types and casting methods of fused cast AZS blocks.
1. Variety classification of fused cast AZS blocks
2. Casting method classification of fused cast AZS blocks
3. Selection and precautions of refractory materials for different parts of glass furnace
►Variety classification of fused cast AZS blocks
Fused cast AZS 33# blocks has the least ZrO2 content, so it has the least corrosion resistance to glass liquid. By increasing the ratio of SiO2 to Na2O, the content of impurities such as Fe2O3 and TiO2 is reduced, so the viscosity of the glass matrix is higher, and there is little precipitation at high temperature. It is used as a block for the superstructure. In addition, because it does not pollute the glass liquid, it can also be used as a block for the working tank and the distributor.


Fused cast AZS 36# blocks increases the content of ZrO2 and the corrosion resistance to molten glass. It is used in the glass contact part of a wide range of melting tanks, but cannot be used in the parts of the furnace where corrosion is particularly serious. In terms of chemical composition, due to the small ratio of SiO2 to Na2O, the restriction on impurities is slightly relaxed. Therefore, its precipitation is the worst. However, it is not necessary to pay close attention to the contamination of glass liquid like the working tank and the distributor for fused cast AZS 36# blocks.

Fused cast AZS 41# blocks has the highest ZrO2 content and a large ratio of SiO2
to Na2O. Because the content of impurities such as Fe2O3 and TiO2 is extremely controlled, the viscosity of the matrix glass is improved. Therefore, among the three varieties, fused cast AZS 41# blocks has the greatest corrosion resistance to glass liquid and the best precipitation. Fused cast AZS 41# blocks is used in the key parts of the glass furnace melting zone that are most corroded and have a great influence on the life of the furnace, namely: throat blocks, corner blocks at the raw material input port, barrier wall blocks, bubbling blocks, etc. Fused cast AZS 41# blocks has a high ZrO2 content, a dense structure, and a hard matrix glass. On the other hand, since cracks are prone to occur during the heating process, it is necessary to pay attention to the temperature changes during the heating of the glass furnace. In addition, cracks are also prone to occur during the production process. Compared with the other two varieties, the qualified rate is poor and complex shapes cannot be produced.

►Casting method classification of fused cast AZS blocks
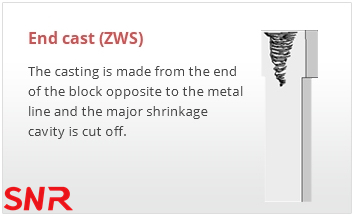
According to different casting methods, fused cast AZS blocks are divided into: regular cast blocks (PT), tilt cast blocks (QX), void free blocks (WS), end cast blocks (ZWS).
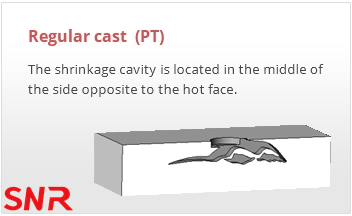
Regular Cast Block (PT)
Fused cast AZS blocks will have a void (shrinkage cavity) in the center because the volume of the liquid shrinks by more than 20% when solidifying. In order to reduce shrinkage cavity, try to use a large riser during casting and make full pouring. If the insulation time is too long before removing the riser, the casting mouth will be completely solidified, and it will become difficult to remove the riser, which will cause cracks in the product and reduce the yield rate. In addition, different risers are designed and used according to the size of the product, and the time to remove the riser is also different. If this standard is followed correctly, the volume of the shrinkage cavity can be reduced by about 10%. However, in the PT casting method, there are pores in the center below the casting mouth, which is inevitable. Therefore, the shape design of the product and the position of the casting mouth are very critical. In the design, it is necessary to consider the position of the pores in the safest place when the product is used, which can compensate for the defects of shrinkage cavity to a certain extent.
In addition, the fused cast AZS blocks cools rapidly near the surface, the crystals are very fine, and the structure is dense; the internal cooling is slow, the crystals are large, the internal structure is not dense, the crystals around the shrinkage holes are coarse and large, forming a coarse crystal structure with large gaps, and the dense surface part has the greatest corrosion resistance, and the coarser the internal crystal structure, the lower the corrosion resistance.
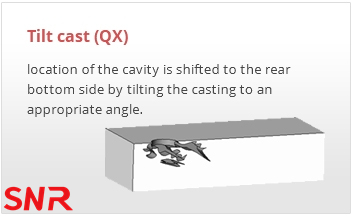
The shrinkage cavities of the side wall blocks in the melting zone are concentrated in the lower part, and the upper part becomes a dense epidermal structure. This casting method achieves the purpose of improving corrosion resistance.
After casting, the insulation box is tilted until it is completely solidified, so that the shrinkage cavities are gathered on one side and the dense layer on the other side is thickened.
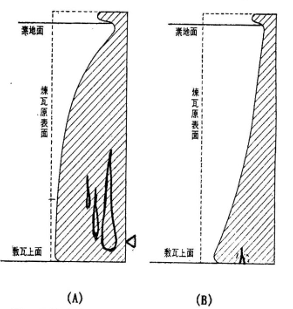
This method is used for the side wall blocks of the glass melting zone, which have less erosion in the lower part for glass liquid erosion, as shown in Figure 1 (A). However, in the tank used to strengthen the insulation of the furnace bottom and side wall blocks, in the glass furnace with high foaming, the temperature of the glass liquid at the bottom of the furnace is high or the glass liquid flow rate is too rapid. In this case, do not ignore the erosion of the lower part of the side wall blocks. In the case of Figure 1 (B), it is best not to choose QX products.
The casting mouth of regular casting (PT) and tilt casting (QX) of fused cast AZS blocks must face outwards, because the Zr02 content of its working surface (non-casting mouth surface) is much higher than that of the casting mouth surface, and it is denser and more resistant to the erosion of flying materials in the furnace (for the superstructure) or molten glass (for the side wall). When regular casting and tilt casting blocks are used as side walls, the casting mouth faces inwards, which will make the molten glass easily penetrate into the casting mouth and cause upward drilling erosion, causing the electric casting to be quickly eroded, and the quality of the molten glass is significantly reduced (more streaks and stones).
Void Free Blocks (WS)
Void free blocks are products made by cutting off the part of pores and leaving only the dense part as the product. The existence of pores has a great impact on the life time of the glass furnace. So the void free products are used in many important spaces in the glass furnace. A riser with a larger cross-sectional area than the product is designed on the mold of the product part. As the solidification layer of the product part continues to shrink, it is continuously replenished from the riser until the product solidifies and forms. Then, the pores of the product part are removed. This is the void free casting method. As the liquid in the solidified riser decreases, new melt needs to be added from the electric furnace until the product part is completely solidified before the riser is solidified.
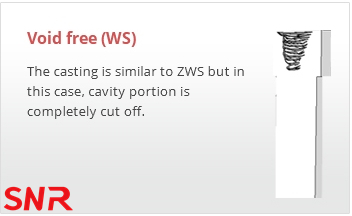
The void free casting method is to make the product part all dense, so a large riser is used, which is very expensive. ZWS has a smaller riser than WS and is cheaper, so a small amount of pores and coarse grains are allowed to remain in the cut surface after the riser is removed. This is the opposite of the concerns about using QX as the side wall blocks of the melting zone as described above. ZWS has no problems in use and durability, and it can be made at a cheaper price than WS. Therefore, side wall blocks designed for a longer service life of glass furnaces are basically cast using this casting method.
►Selection and precautions of refractory materials for different parts of glass furnace
The throat blocks, barrier wall blocks, doghouse corner blocks and bubbling blocks generally choose fused cast AZS 41#WS blocks, and the internal structure of the blocks is required to be dense, without loose tissue and tiny pores, and the processing accuracy is required to be high, and the block seam should be less than 0.5 mm.

The side wall should be built vertically with large, basically fused cast AZS 36#WS blocks; When using double-layer side walls, the upper layer is prohibited from using fused zirconium corundum blocks with tilt casting, and fused cast AZS blocks with void free casting should be used. The joints of the upper and lower side wall blocks after grinding should be less than 0.3mm, to reduce the upward drilling erosion of the upper side wall blocks by the glass liquid. When the side wall is made of fused cast AZS blocks, their height should not exceed 2m. If the size is too high or too large, the fused cast AZS blocks will be severely segregated during casting, and side wall blocks are prone to cracking and falling corners during the furnace heating process.

The selection of tuck stones generally chooses fused cast AZS 33# blocks. In order to prevent the tuck stones from falling off and melting, the lower tuck stones of the small port neck should generally use WS or ZWS products. The tuck stones in other parts can be cast using PT, but attention should be paid to changing the position of the shrinkage hole, and the hook part of the tuck stones should clearly define the specifications of the cracks.

Silica bricks are generally used for the furnace arch bricks, but the Al2O3 content and Na2O content of the silica bricks must be specified, and the precision of the bonding surface of the silica bricks must also be specified to improve the quality of the silica bricks. At the same time, when building the furnace and heating up the furnace, attention should be paid to the step difference and brick joints of the arch, and the furnace should be heated up strictly according to the thermal expansion curve of the silica bricks.
Summary
The service life of a glass furnace is related to many conditions, such as the rationality of the glass furnace design, the rational selection and matching of refractory materials, the masonry and construction of the glass furnace, and the rationality of the temperature rise during glass furnace heating up. After the glass furnace production begins, the stability of various production conditions of the glass furnace and the daily maintenance of the glass furnace have a great impact on the service life of the glass furnace. Therefore, improving the service life of the glass furnace is a systematic project, which requires strict management and control from design, selection of refractory materials, masonry and construction, furnace heating up and production maintenance.

Henan SNR Refractory Co., Ltd. has been specializing in the production of fused cast AZS blocks for 30 years. We use high-quality raw materials and advanced fusion technology to provide customers with high-quality products. From raw material procurement to finished product delivery, every step is strictly quality inspected to ensure that every indicator meets the standards, so you can use it with confidence.
If you have any needs, you can contact me at any time.
 Web:www.snr-azs.com
Web:www.snr-azs.com
Email:wendy@snrefractory.com
 info@snr-azs.com
info@snr-azs.com +86-18203976036
+86-18203976036 