
In the construction and cold repair processes of a glass melting furnace, the heating-up (or "baking") procedure is a critical link that determines the furnace‘s service life and the quality of the glass products. For modern glass furnaces where Fused Cast AZS Blocks are the primary refractory material in key areas, the rationality of the heating-up curve directly relates to whether troublesome "stones" defects will appear in future production.
Stones—solid inclusions visible to the naked eye or detectable by instruments in glass products—are among the most challenging quality issues in the glass industry. Their sources are diverse, but a significant portion can be traced back to thermal shock damage sustained by Fused Cast AZS Blocks during the heating-up process: micro-crack formation, abnormal crystalline structure transformations, and anomalous glass phase exudation. These micro-level "traumas" are subsequently corroded and eroded by molten glass over long-term production, ultimately leading to the detachment of baddeleyite crystals into the glass melt, forming stones.
This article will delve into the material characteristics of Fused Cast AZS Blocks and the physicochemical changes occurring during the heating-up process, elucidate the scientific principles behind how a standardized heating curve prevents stone formation, and provide a comprehensive guide for developing and executing a proper furnace heating-up curve. This will assist glass manufacturers in fundamentally circumventing this persistent defect.
1. Material Characteristics of Fused Cast AZS Blocks and Risks During Heating-Up
2. Scientific Formulation of the Heating-Up Curve
3. Key Control Points During Heating-Up Execution
4. Preparations Before Heating-Up and Inspections After Heating-Up
5. Development of Advanced Heating-Up Technologies and Equipment
6. Conclusion
1. Material Characteristics of Fused Cast AZS Blocks and Risks During Heating-Up
1.1 Microstructure of Fused Cast AZS Blocks
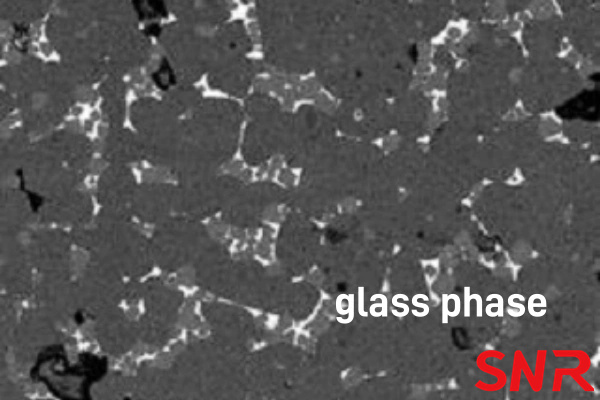
The reason Fused Cast AZS Blocks have become the material of choice for critical areas in glass furnaces lies in their unique "three-phase" microstructure: corundum (Al₂O₃) crystals provide strength, baddeleyite (ZrO₂) crystals provide corrosion resistance, and the glassy phase cements these two crystals together. This structure can be analogized to microscopic "reinforced concrete"—corundum and baddeleyite act like the steel rebar and aggregate, while the glassy phase functions as the cement.
However, this composite structure also dictates its sensitivity to thermal history. During the heating-up process, the volumetric expansion behaviors of different phases vary. If the heating is improperly controlled, thermal stresses can easily develop within the material, leading to the formation of micro-cracks.
1.2 Phase Transformation Characteristics of Zirconia
The most critical component in Fused Cast AZS Blocks is zirconia (ZrO₂), which is also the primary source of "zirconia stones" defects. Zirconia undergoes a reversible crystalline transformation within a specific temperature range: around 1000°C, ZrO₂ crystals transition from the monoclinic system to the tetragonal system, accompanied by a significant volume change.
The essence of this phase transformation dictates the special thermal expansion behavior of Fused Cast AZS Blocks around 1000°C. Research data indicates that the expansion curve of fused cast zirconia corundum blocks shows an anomalous region near 1000°C, where the internal ZrO₂ crystals undergo a reversible crystalline transformation, accompanied by a volume shrinkage of approximately 6.9%. This is an extremely critical risk point—during heating through this temperature interval, if the temperature fluctuation is too large or the heating rate is too fast, immense internal stresses will be generated within the block, leading to the formation of micro-cracks or even block fracture.
1.3 The Causal Mechanism Linking Improper Heating-Up to Stone Formation
How do micro-cracks formed during heating-up translate into stones later? There is a clear chain of causality:
First, excessively rapid or uneven heating during the heating-up process creates micro-cracks inside the Fused Cast AZS Block. These cracks may be very fine, invisible to the naked eye, and may not even significantly impact production in the initial stages of furnace operation.
Second, once the furnace enters production, molten glass preferentially attacks these cracked areas. Because the cracks increase the contact area between the glass and the refractory, and stress concentration exists at the crack tips, the corrosion rate accelerates significantly.
The most critical step is the detachment of baddeleyite crystals. As the glassy phase is selectively dissolved, the originally locked-in baddeleyite crystals lose their binding and detach from the block surface into the molten glass. Since the melting point of baddeleyite is around 2700°C, far exceeding the normal operating temperature of a glass furnace, these detached crystals cannot melt. They eventually flow with the glass into the forming zone and solidify within the cooled glass product, forming typical"zirconia stones".
Thus, standardizing the heating-up curve to avoid thermal stress damage within the critical ZrO₂ phase transformation temperature range is the first line of defense in preventing such stones at the source.


2. Scientific Formulation of the Heating-Up Curve
2.1 Basic Principles and Considerations
Formulating a heating-up curve for Fused Cast AZS Blocks requires comprehensive consideration of multiple factors:
Coordinated Expansion of Different Refractories: A glass furnace is a composite structure built from various refractory materials, including Fused Cast AZS Blocks, silica bricks, fireclay bricks, mullite bricks, etc., each with different thermal expansion characteristics. The heating-up curve must accommodate the expansion requirements of all these materials, ensuring the overall structure expands uniformly.
Special Temperature Ranges for AZS: As mentioned, the 900-1150°C range is critical for the ZrO₂ phase transformation in AZS blocks, requiring special control over the heating rate, typically mandated not to exceed 15°C/h.
Furnace Size and Structure: Large furnaces have high thermal mass and require time for heat conduction; heating rates should be relatively slow to ensure temperature uniformity across all sections.
Choice of "Turning on Fire" Temperature: Traditional heating-up processes turn on the main burner system (or "pass fire") at 800-850°C. However, modern advanced processes have raised this temperature to 1100-1150°C, allowing the AZS blocks to complete their phase transformation before being subjected to the thermal shock of the main flame.
2.2 Segmented Analysis of a Typical Heating Curve
Based on industry practice, a scientific heating-up curve for furnaces with Fused Cast AZS Blocks is typically divided into the following stages:
Stage 1: Ambient Temperature ~ 200°C (Low-Temperature Dehydration)
Heating Rate: 5~10°C/h
The primary goal of this stage is to expel physical and chemically bound water from the refractory mortars. Heating should not be too rapid to avoid rapid steam evolution causing joint cracking.
Stage 2: 200~600°C (Slow Expansion Period)
Heating Rate: 10~15°C/h
Various refractories begin their expansion phase. Expansion must be closely monitored, and tie rods adjusted promptly.
Stage 3: 600~900°C (Transition Preparation Period)
Heating Rate: 8~12°C/h
Some practices suggest an appropriate hold (e.g., 12–24 hours) at 750–800°C. This helps balance expansion differences among various refractories and prepares for passing through the AZS phase transformation zone.
Stage 4: 900~1150°C (Critical AZS Phase Transformation Period)
Heating Rate: Strictly controlled at 5~10°C/h, maximum not exceeding 15°C/h.
This is the most critical stage of the entire heating-up process. ZrO₂ undergoes its phase transformation here, accompanied by volume change. The temperature must be increased smoothly and steadily; temperature fluctuations are strictly prohibited to prevent AZS block cracking.
The strategy of turning on fire within this range (1100–1150°C) allows the AZS blocks to complete their transformation before facing flame impact, making it safer.
Stage 5: 1150°C ~ Normal Operating Temperature (High-Temperature Sintering Period)
Heating Rate: 15~20°C/h
Upon reaching 1450°C, a hold of at least 2 hours is recommended to allow full sintering of zirconia-based ramming mixes, ensuring furnace tightness.
2.3 Comparative Analysis of Different "Turning on Fire" Temperature Schemes
A comparison of the traditional low-temperature fire-on (800–850°C) and modern high-temperature fire-on (1100–1150°C) schemes is as follows:

The comparison shows that while the high-temperature fire-on scheme has a slightly higher initial cost (additional fuel consumption and longer heating time), it effectively avoids the risk of AZS block cracking, significantly extends furnace life, and offers greater overall economic benefits.
3. Key Control Points During Heating-Up Execution
3.1 Real-Time Monitoring and Adjustment of the Heating Curve
The theoretical heating-up curve must be strictly followed during execution. Modern heating-up processes use industrial control computers to monitor temperatures at various measurement points and crown expansion in real time, plotting the actual heating curve. It is required that the error between the actual temperature at main control points and the planned curve be less than ±3°C.
During the critical 900–1150°C interval, operators must be on duty 24 hours a day to ensure a stable heating rate and strictly prohibit large temperature swings. Experience shows that operators must not relax their vigilance after turning on the fire, as this is precisely the critical moment when fused cast AZS blocks undergo rapid expansion.
3.2 Expansion Monitoring and Tie Rod Adjustment
As the heating-up progresses, all refractory materials and steel structures expand due to rising temperatures. Operators need to frequently inspect and promptly adjust tie rods and jacking screws.
After the intense expansion phase of fused cast AZS blocks stabilizes, they will undergo some shrinkage. At this point, inspection and adjustment of tie rods and jacking screws should become more frequent, with checks and adjustments required every 30 minutes. The uneven expansion of the main crown necessitates adjustments that are moderately tight to ensure overall structural stability.
A typical case shows that during the heating-up of a 900t/d large float glass furnace, multiple adjustments were needed for melting end tie rods, breastwall jacking screws, regenerator jacking screws, etc. The entire process lasted 23 days, reaching 1080°C before turning on the fire.
3.3 Special Protection for Tank Walls and Critical Areas
The tank walls are where Fused Cast AZS Blocks are most concentrated and also the area with the highest risk of stone formation. During the heating-up process, special attention must be paid to:
Timing for Using Tank Wall Cooling Air: Cooling fans for the tank walls should be started at low temperatures around 300°C, with air volume gradually increased as temperature rises. Avoid suddenly turning on cold air at high temperatures, which could cause tank wall blocks to crack.
Expansion Joint Reservation and Control: At least 2mm expansion joints should be reserved between each pair of tank wall blocks to ensure sufficient space for uniform expansion during heating-up, preventing the tank walls from tilting inward or outward.
Complex Structures like the Doghouse: The jacking irons on the doghouse tank walls are prone to deformation. If necessary, dedicated fans with water cooling can be used.

4. Preparations Before Heating-Up and Inspections After Heating-Up
4.1 Systematic Checks Before Heating-Up
The success of heating-up begins with thorough preparation. Before ignition and heating-up, a reasonable heating curve should be formulated based on the expansion characteristics of Fused Cast AZS Blocks, and the following checks should be performed:
Thorough Furnace Cleaning: Remove all construction equipment and debris, especially iron nails, electrode stubs, etc., from the surface of fused cast AZS blocks. Finally, blow clean with compressed air.
Expansion Joint Inspection: Check all reserved expansion joints and remove any debris that might affect expansion. Ensure there is sufficient reserved expansion space between the furnace and fixed building structures.
Steel Structure Inspection: For furnaces with AZS block crowns, pay special attention to checking whether the jacking screw positions are reasonable, whether the jacking screw nuts are securely welded, whether the tie rod nuts and threads are lubricated, and whether any iron parts related to masonry expansion might hinder it.
Sealing and Insulation: Thoroughly seal all expansion joints, holes, and openings on and under the furnace with ceramic fiber blanket. Except for leaving a central strip of about 1.0–1.5m, the entire outer surface of the furnace crown should be covered with insulation material.
4.2 Post-Heating-Up Evaluation
After heating-up is completed, the expansion of various parts should be statistically recorded, including key locations such as the melting end, cooling end, and regenerators. This data serves both as a basis for evaluating the effectiveness of the current heating-up and as the most reliable reference for future design, construction, and heating-up operations.
Special attention should be paid to inspecting the surface of Fused Cast AZS Blocks for visible cracks. While micro-cracks are difficult to completely avoid, extensive cracking or obvious fissures indicate serious problems during the heating-up process and require assessment of their potential impact on future stone formation risks.
5. Development of Advanced Heating-Up Technologies and Equipment
5.1 Application of Computer Simulation Technology
With the development of computational materials science, Finite Element Analysis (FEM) has been applied to study the thermal-mechanical behavior of Fused Cast AZS Blocks during heating-up. Research shows that during the heating process, the maximum principal stress in AZS blocks can reach their failure modulus at specific times, and the choice of heating curve significantly influences stress distribution. Such studies provide a scientific basis for optimizing heating curves.
5.2 Progress in Domestic Heating-Up Equipment
In recent years, professional furnace companies in China have broken through the technical bottlenecks of high-temperature heating-up. Advanced heating-up equipment is controlled by industrial computers that manage fan start/stop, monitor temperatures at various points and crown expansion in real-time, and automatically plot heating curves. Burners employ inner and outer jackets with unique swirl and tangential flow guide technologies. Burner nozzles are made of imported heat-resistant materials capable of withstanding 1200°C.
These equipment advancements have enabled domestic glass enterprises to achieve high-temperature fire-on above 1100°C, successfully applied in hundreds to thousands of tons of large float glass production lines, effectively avoiding the problem of Fused Cast AZS Block cracking.

6. Conclusion
The prevention of "stones" defects must start at the source. For Fused Cast AZS Blocks, the scientific formulation and strict execution of the heating-up curve constitute the first and most critical line of defense against future zirconia stone formation.
From a materials science perspective, the essence of standardized heating-up is respecting the intrinsic characteristics of AZS materials—respecting the phase transformation laws of ZrO₂, respecting the expansion characteristics of the composite material, and respecting the physical mechanisms of thermal stress generation. Only by exercising sufficient patience and precise control during the critical 900–1150°C interval can we ensure that Fused Cast AZS Blocks maintain an intact microstructure to withstand future production challenges.
From an engineering practice perspective, although the high-temperature fire-on scheme increases the heating-up period by several days and consumes tens of tons more fuel, this investment is undoubtedly worthwhile compared to the huge losses of premature furnace shutdown. As industry experts put it: "Today‘s efforts translate into tomorrow‘s furnace life and glass quality."
For glass manufacturers pursuing high-quality production, understanding and implementing a scientific heating-up curve is an important step in transitioning from "experience-based" to "science-based" operations. It is also the essential path to achieving long furnace life, high-quality production, and low defect rates.

Henan SNR Refractory Co., Ltd. has been specializing in the production of fused cast AZS blocks for more than 25 years. We use high-quality raw materials and advanced fusion and casting technology and equipment to provide customers with high-quality products. From raw material procurement to finished product delivery, every step is strictly quality inspected to ensure that every indicator meets the standards, so you can use it with confidence.
Should you have any inquiries or specific requirements, our team is ready to provide professional support and tailored solutions.
Contact Information:
Web: www.snr-azs.com
Email:wendy@snrefractory.com
 info@snr-azs.com
info@snr-azs.com +86-18203976036
+86-18203976036 